
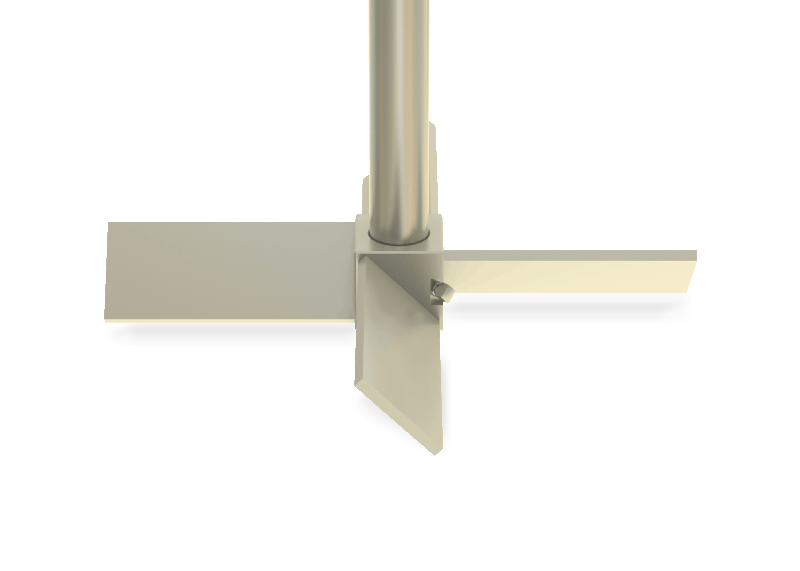
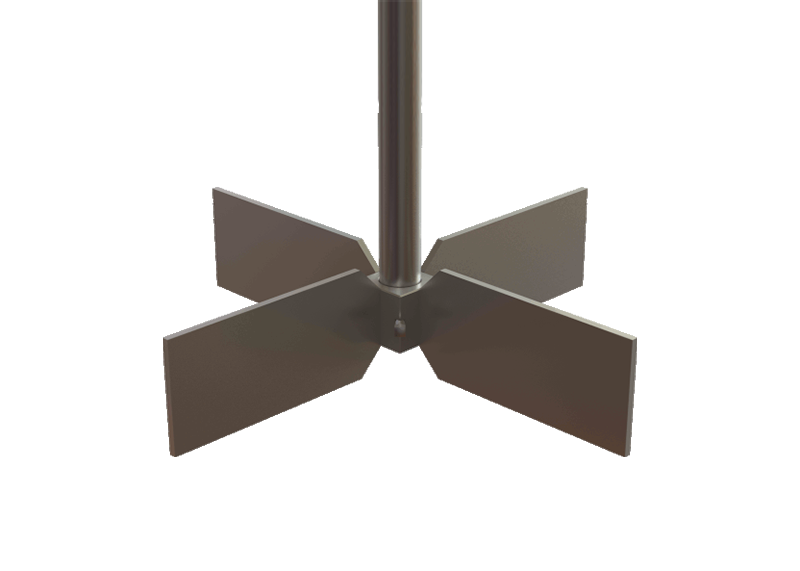
Agitator Impellers
Paddle, propeller, turbine, anchor, rushton turbine, gate, disperser, helical ribbon and hydrofoil impellers for industrial mixing duties.
Learn More
Chemical reactor agitators from Premix Technologies are engineered for reaction control, solids suspension, heat transfer and product uniformity inside process vessels. Each agitator is selected around reaction duty, tank geometry, viscosity, MOC and sealing needs.
Used in chemical reactors, pressure vessels, resin reactors, neutralization vessels, polymerization tanks and process batches requiring controlled mixing.
| Parameter | Available Options |
| Duty | Reaction mixing, heat transfer, suspension or blending |
| Seal | Mechanical seal, gland packing or custom arrangement |
| MOC | SS304, SS316, MS, lined or special metallurgy |
| Controls | Fixed speed or VFD based on process requirement |
Computational Fluid Dynamics (CFD) is used as an engineering support method to understand liquid circulation, velocity distribution, turbulence, vortex tendency and possible dead zones before finalizing agitator configuration. This helps our team match impeller type, RPM, shaft position, baffle arrangement and motor power with the actual process requirement.
For industrial agitators, CFD review is useful for blending, solid suspension, heat transfer, gas dispersion, slurry handling, fermentation and high-viscosity mixing duties. It gives customers a clearer view of how the mixer will perform inside the vessel, especially where tank geometry, viscosity, solids loading or batch quality is critical.
CFD flow visualization used for agitator selection, impeller performance review and mixing improvement.













Technical answers about reactor mixing, impellers, heat transfer, sealing, torque and process selection.
A chemical reactor agitator is a mixing assembly designed to circulate, blend, suspend, disperse or react materials inside a process reactor.
Selection begins with reactor geometry, volume, density, viscosity, temperature, pressure, solids, gas rate and the required reaction duty.
Hydrofoils and pitched-blade turbines suit circulation and suspension, radial turbines suit gas dispersion, and anchors or ribbons suit high viscosity.
It moves liquid across jackets, coils and vessel walls, reducing temperature gradients and improving heat transfer.
Yes, when the full viscosity range is included in motor, gearbox, shaft and impeller design.
Seal selection depends on pressure, vacuum, temperature, chemical hazard, solids and allowable leakage.
Power is based on impeller geometry, speed, density, viscosity and flow regime, with torque and service factor checks.
Multiple impellers improve circulation through tall liquid columns and reduce stratification.
Typical causes are an unsuitable impeller, insufficient diameter, wrong RPM, missing baffles, high viscosity or low liquid level.
Premix Technologies designs reactor agitators from vessel geometry, process properties and mechanical requirements.